Introdução
A construção de um violão artesanal é uma sequência de decisões encadeadas — cada etapa herda as consequências da anterior. E poucas decisões têm impacto tão duradouro quanto as que são tomadas na moldagem bruta do braço.
O braço é o elemento estrutural mais exigido do instrumento: suporta a tensão permanente das cordas, define o alinhamento de toda a escala, determina o conforto do músico e precisa se manter estável por décadas, independentemente das variações de umidade e temperatura a que o instrumento será exposto. Construí-lo bem começa muito antes da escultura do perfil — começa aqui, na preparação do bloco bruto.
A etapa de moldagem bruta consiste em preparar o bloco inicial, esquadrejar a peça, realizar a colagem do reforço central quando necessário e deixar o material dimensionado e alinhado para as próximas etapas: marcação da escala, corte do headstock, modelagem do perfil e encaixe do tróculo. Um erro aqui pode comprometer toda a construção subsequente — e muitas vezes só se manifesta muito tempo depois, já com o instrumento montado.
Antes de iniciar esta etapa, é fundamental ter realizado corretamente a seleção e preparação das madeiras — ela garante a base de qualidade sobre a qual todo o braço será construído. Se ainda há dúvidas sobre quais espécies escolher, quais as diferenças entre mogno, cedro e maple ou como avaliar estabilidade estrutural, o artigo Madeiras para Braço de Violão: Guia Completo cobre tudo isso em detalhes.
A Moldagem Bruta do Braço
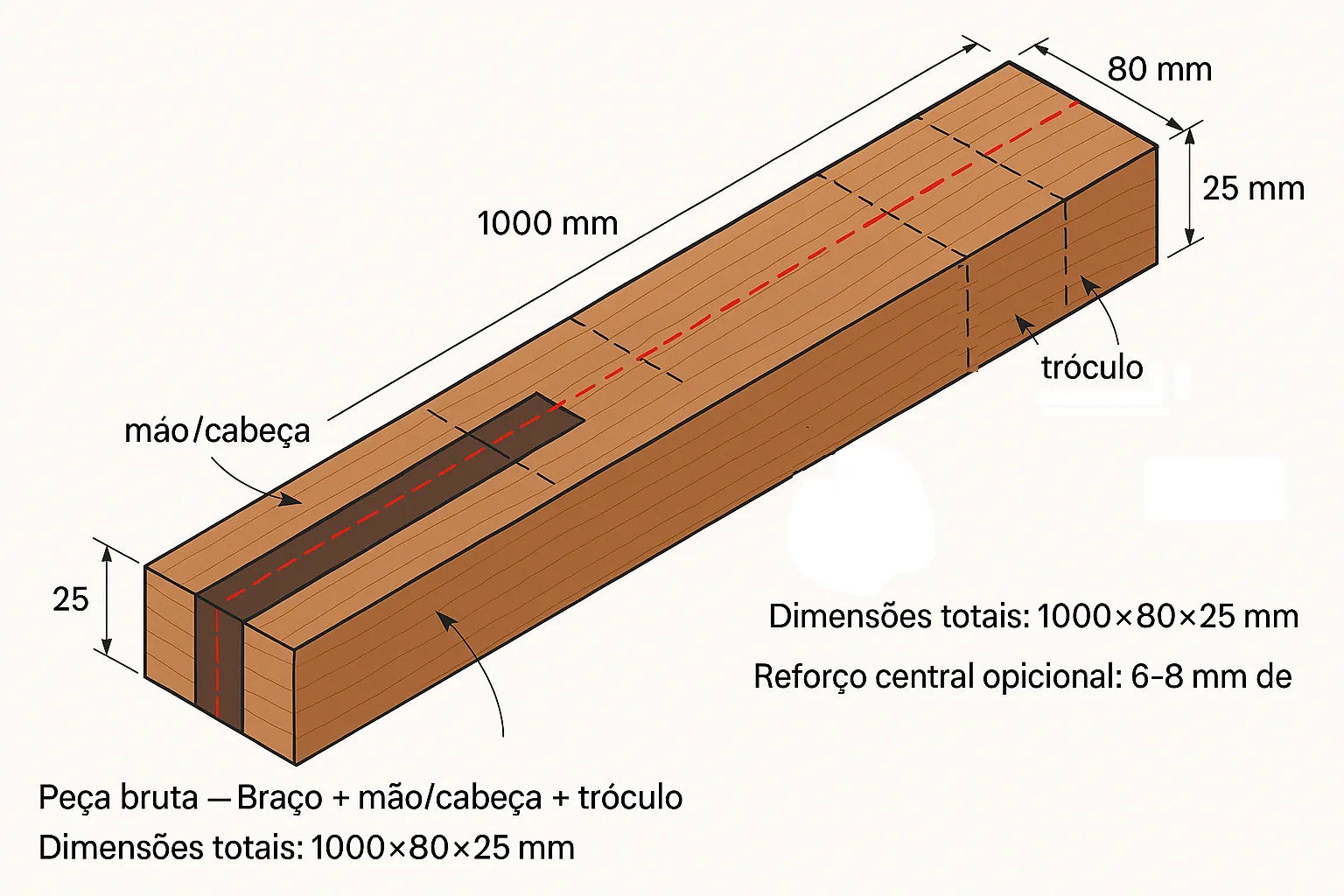
Após a seleção e preparação das madeiras, inicia-se de fato a construção do braço. Esta subetapa — a moldagem bruta — tem como objetivo transformar o bloco de madeira bruto em uma peça esquadrejada, dimensionalmente correta e estruturalmente preparada para dar origem ao braço, à mão (headstock) e ao tróculo (o taco espanhol, no caso do violão clássico).
É uma etapa que exige mais atenção do que parece à primeira vista. O trabalho aqui é majoritariamente de referenciamento: criar superfícies planas e perpendiculares entre si que servirão de base para todas as marcações e cortes seguintes. Se as referências estiverem erradas, todas as medidas subsequentes herdarão esse erro.

Por que o braço é uma das partes mais críticas do instrumento?
O braço do violão vive sob tensão constante. Em violões de cordas de aço, a força resultante das cordas pode ultrapassar 70 kg — uma carga que atua permanentemente, 24 horas por dia, 365 dias por ano, mesmo quando o instrumento está guardado. Em violões clássicos de nylon, essa tensão é menor, mas ainda significativa: entre 35 e 50 kg dependendo do calibre e da tensão das cordas.
Essa tensão atua em duas direções: traciona o braço para frente (tentando dobrar o headstock em direção ao tampo) e comprime a junção com a caixa. O tensor interno compensa parte disso, mas a madeira precisa ser boa o suficiente para suportar o restante sem ceder.
Quando o braço apresenta problemas estruturais originados nessa fase, os sintomas mais comuns são:
- Trastejamento: as cordas batem nos trastes ao longo do braço, causando buzz indesejado
- Ação alta: as cordas ficam progressivamente mais altas que o normal, dificultando a tocabilidade
- Dificuldade de afinação: um braço que trabalha altera a tensão das cordas constantemente
- Perda de sustain: energia da corda se dissipa em micro-movimentos estruturais em vez de ser transmitida ao tampo
- Empeno progressivo: o braço curva ou torce ao longo dos meses, especialmente com variações sazonais de umidade
- Desalinhamento da escala: quando o bloco bruto não estava corretamente esquadrejado, as marcações ficam tortas e os trastes nunca afinam corretamente
Peça única ou braço com reforço central?
Essa é uma das primeiras decisões a tomar — e ela precisa ser tomada antes de qualquer corte, pois define como o bloco será processado.
O braço em peça única é a abordagem tradicional e ainda muito utilizada. Quando a madeira é de alta qualidade — bem seca, fibras retas, sem defeitos internos — funciona muito bem e simplifica a construção. A vantagem é a continuidade estrutural: não há linha de cola no interior do braço, o que elimina um potencial ponto de falha. Para violões clássicos com cedro de boa procedência, é uma escolha perfeitamente válida.
O braço com reforço central é uma prática cada vez mais adotada na lutheria moderna. Consiste em cortar o bloco ao meio longitudinalmente, inverter uma das metades (espelhando a orientação das fibras) e colar uma tira de madeira dura entre as duas partes. O resultado é que as tendências de movimentação de cada metade se opõem, criando um conjunto estruturalmente mais equilibrado e resistente ao empeno — especialmente importante em violões de aço, onde a tensão das cordas é maior.
Além do reforço central, é prática padrão em violões de aço instalar um tensor (truss rod) dentro do braço. O canal do tensor é aberto em etapa posterior, mas a decisão de usá-lo precisa ser definida aqui, pois influencia as dimensões do bloco bruto.
Madeiras utilizadas na construção do braço
A escolha da madeira principal e do reforço central são decisões complementares: a madeira principal define o comportamento geral do braço (peso, usinagem, conforto), enquanto o reforço central adiciona rigidez pontual onde ela é mais necessária.
Para o corpo do braço, as madeiras mais utilizadas são cedro e mogno, pela combinação de leveza e estabilidade. Maple e marfim (pau-marfim, Balfourodendron riedelianum) aparecem em projetos que exigem maior rigidez e sustain. Tauari e freijó são excelentes alternativas nacionais. O cinnamon (canela, Cinnamomum spp.) é usado em alguns projetos mais tradicionais, especialmente em instrumentos ibéricos. Para aprofundar a escolha, o artigo sobre madeiras para braço de violão apresenta um guia completo com características técnicas de cada espécie.
Para o reforço central, a lógica é oposta: aqui se quer dureza e rigidez máximas, mesmo que venha com peso adicional, pois a tira é estreita (6 a 8 mm) e o impacto no peso total é pequeno. As opções mais comuns são:
- Ipê (Handroanthus spp.): excelente rigidez, fácil de encontrar no Brasil, bom custo-benefício
- Ébano (Diospyros spp.): máxima dureza e rigidez, acabamento impecável, mas de custo elevado
- Pau-ferro (Libidibia ferrea): boa rigidez e estabilidade, ótima alternativa ao ébano
- Roxinho (Peltogyne spp.): muito denso e estável, com a vantagem da coloração distinta que cria um efeito visual interessante no braço
Dimensões iniciais do braço bruto
As dimensões abaixo são de referência para um violão clássico padrão. Projetos diferentes — viola caipira, cavaquinho, violão de aço — terão especificações próprias que o luthier deve calcular com base no projeto do instrumento.
- Comprimento do bloco inicial: aproximadamente 1000 mm — esta sobra extra é fundamental para incluir o comprimento do headstock e do tróculo, além de margem de segurança nas extremidades
- Largura: 80 mm — suficiente para a largura do braço mais margem para trabalho
- Espessura: 25 mm — depois da moldagem bruta, a peça processada chega a cerca de 20 mm
- Reforço central: 6 a 8 mm de espessura
Após o esquadrejamento e a moldagem inicial, o braço bruto processado fica em torno de 620 mm × 80 mm × 20 mm para violão clássico — já com as sobras calculadas para as próximas etapas, como a etapa de esquadrejamento e planejamento fino do braço.
Preparação do material
Antes de qualquer corte ou colagem, o bloco de madeira precisa ser avaliado e preparado com atenção. Esta é a etapa de triagem final — o momento de confirmar que a madeira selecionada está de fato adequada para o uso.
Os critérios de verificação são: a grã da madeira deve correr longitudinalmente, sem desvio visível nas faces laterais do bloco — isso é o que os luthiers chamam de verificar o runout. A madeira precisa estar bem seca: idealmente com teor de umidade entre 8% e 12%, verificável com higrômetro de penetração ou pelo tempo de secagem em ambiente controlado. Nós, trincas, bolsas de resina e peças com torção aparente são descartados sem exceção. Por fim, é preciso verificar se a peça está reta — uma régua longa apoiada na face deve revelar qualquer curvatura que precise ser corrigida antes de começar.
Procedimento com peça única
Para braços em peça única, o trabalho é essencialmente de referenciamento e esquadrejamento. A sequência correta é:
- Esquadrejar a primeira face de referência — geralmente a face da escala (superior), usando plaina manual e verificando com régua longa até atingir planicidade sem folgas
- Esquadrejar a face lateral em relação à primeira, verificando com esquadro de 90° em toda a extensão da peça
- Corrigir as demais faces com referência nas duas já aprovadas
- Marcar a linha central em todas as faces — essa linha será a referência para todas as marcações futuras e precisa ser absolutamente precisa
- Planejar a região da mão (headstock) — verificar se há espaço e orientação adequados para o corte em 15°, que virá na próxima etapa: o corte do headstock
- Planejar a região do tróculo — identificar o comprimento necessário e garantir que há madeira suficiente nessa extremidade; para mais detalhes sobre essa parte, veja o artigo sobre tróculo, taco espanhol e soleta
Procedimento com reforço central
O procedimento com reforço central acrescenta algumas etapas ao processo, mas não é complexo — exige principalmente atenção ao alinhamento antes e durante a colagem.
- Esquadrejar o bloco original seguindo o mesmo processo da peça única — ele precisa estar perfeito antes de ser cortado ao meio
- Cortar ao meio longitudinalmente — idealmente na serra de fita, com guia paralela; o corte deve ser o mais preciso possível para minimizar o material a ser removido no aplainamento posterior
- Inverter uma das metades — esta é a etapa que garante a oposição das fibras: ao inverter, o que era a face superior de uma metade fica em espelho à outra
- Aplainamento das superfícies de colagem — as faces que vão receber cola precisam estar absolutamente planas; qualquer folga cria uma junta fraca ou com tensão interna
- Preparar a tira de reforço — esquadrejar e lixar as faces até atingir espessura uniforme de 6 a 8 mm ao longo de todo o comprimento
- Aplicar cola uniformemente em todas as superfícies de contato — cola PVA de qualidade ou cola de osso, aplicada em camada fina e uniforme
- Alinhar as peças com cuidado — a linha central precisa coincidir; use marcações prévias para guiar o posicionamento
- Prensar com sargentos distribuídos ao longo de todo o comprimento, com pressão uniforme — pressão excessiva em um ponto só pode criar curvatura na peça
- Cura por mínimo de 24 horas antes de qualquer processamento mecânico
- Esquadrejar novamente a peça colada — a cola pode causar pequenos desalinhamentos; verificar e corrigir com plaina antes de seguir

Ferramentas utilizadas nesta etapa
Para esta etapa, as ferramentas essenciais são as de referenciamento e de corte: a plaina manual (de bancada e de bloco) é a mais utilizada, pois é com ela que se constroem as superfícies de referência. A desempenadeira — um tipo de plaina longa — é ideal para garantir planicidade em comprimentos maiores. O esquadro de precisão é indispensável para verificar a perpendicularidade entre as faces. A régua metálica longa (600 mm ou mais) revela curvaturas imperceptíveis a olho nu.
Para os cortes, a serra de fita com guia paralela é a melhor opção para o corte longitudinal do bloco. O serrote pode ser usado em cortes transversais. Para a colagem: sargentos e grampos de aperto, distribuídos regularmente ao longo do comprimento — o ideal é ter pelo menos um grampo a cada 150 mm. Lápis de marcação com ponta bem afiada para as linhas centrais, e paquímetro para verificar espessuras com precisão.
Para saber mais sobre cada uma dessas ferramentas e como usá-las, veja o guia completo de ferramentas para lutheria iniciante.
Erros comuns na moldagem bruta do braço
Estes são os erros que mais comprometem o resultado desta etapa — e que, por aparecerem tardiamente, são os mais difíceis de corrigir:
- Usar madeira verde ou mal seca: o erro mais comum e mais grave — a madeira vai continuar trabalhando depois da construção, causando empenamento progressivo que nenhum tensor consegue compensar
- Não observar o runout da grã: fibras em diagonal criam pontos de fraqueza que a tensão das cordas vai explorar ao longo do tempo
- Não esquadrejar corretamente: superfícies fora de esquadro comprometem todas as marcações subsequentes — a escala colada sobre uma base torta nunca vai afinar corretamente
- Colagem com folgas: juntas com espaços geram pontos de fraqueza estrutural e transferência de vibração ineficiente
- Pressão de colagem insuficiente ou mal distribuída: resulta em juntas porosas ou com tensão interna que pode se abrir anos depois
- Não deixar sobra suficiente para a mão: o headstock precisa de comprimento adequado para o corte em 15° — calcular errado significa desperdiçar a peça inteira
- Peça com torção leve ignorada: uma torção de meio milímetro no bloco bruto se transforma em problema visível quando a escala é colada
- Runout acentuado aceito sem correção: deve ser descartado ou reorientado — não há como compensar depois
Conclusão
A moldagem bruta do braço é, em essência, uma etapa de criação de referências. Tudo que vem depois — o corte do headstock, a abertura do canal do tensor, a colagem da escala, a modelagem do perfil — depende da qualidade das superfícies e do alinhamento criados aqui.
Um braço bem preparado nesta etapa facilita cada passo subsequente e resulta em um instrumento mais estável, mais confortável e mais durável. Um braço com erros aqui carrega esses problemas por toda a construção — e muitas vezes só os revela muito tempo depois, já nas mãos do músico.
Trabalhe com madeira bem seca, observe o sentido da grã, garanta esquadro perfeito e não tenha pressa na colagem. A moldagem bruta não é o momento de ser rápido — é o momento de ser preciso.
Perguntas frequentes
Qual a melhor madeira para braço de violão?
Mogno e cedro são as escolhas mais comuns por oferecerem equilíbrio entre rigidez, leveza e estabilidade dimensional. O mogno é mais resistente e indicado para violões de aço; o cedro é mais leve e preferido em violões clássicos e violas. Para o reforço central, usam-se madeiras mais duras como ipê, ébano, pau-ferro ou roxinho. Outras opções viáveis incluem tauari, freijó e maple. Para um guia completo sobre a escolha de espécies, veja o artigo sobre madeiras para braço de violão.
O braço pode ser feito em peça única?
Sim. Braços em peça única são tradicionais e funcionam muito bem quando a madeira é de alta qualidade: bem seca, fibras retas e sem defeitos. A vantagem é a continuidade estrutural e a simplicidade construtiva. A desvantagem é que qualquer imperfeição interna da madeira fica sem compensação, aumentando o risco de empenamento ao longo do tempo. O braço com reforço central resolve isso distribuindo as tensões de forma mais equilibrada — especialmente recomendado em violões de aço com alta tensão de corda.
Para que serve o reforço central no braço de violão?
O reforço central é uma tira de madeira dura — geralmente ipê, ébano ou pau-ferro — colada longitudinalmente no centro do braço. Ele tem duas funções principais: aumentar a rigidez estrutural do conjunto e contrabalançar eventuais tendências de trabalho da madeira principal. Ao inverter a orientação das fibras em cada metade do bloco, as forças de movimentação higrométrica se opõem entre si, resultando em um braço mais estável ao longo do tempo.
Quanto tempo deve secar a colagem do braço?
O mínimo seguro com cola PVA de qualidade é 24 horas antes de qualquer processamento mecânico. Com cola de osso (hide glue), 12 horas em temperatura adequada são suficientes para desmoldar, mas 24 horas são mais seguras. A cura completa — quando a cola atinge 100% de sua resistência — leva de 48 a 72 horas. Processar antes do tempo cria tensões internas na linha de cola que podem se manifestar muito depois, comprometendo a junta.
O que é runout e por que ele prejudica o braço?
Runout é o desvio das fibras da madeira em relação ao eixo longitudinal da peça — quando as fibras não correm paralelas ao comprimento do braço, mas em diagonal. Mesmo um runout pequeno (5 a 10 graus) já reduz significativamente a rigidez e cria pontos de fraqueza que a tensão das cordas vai explorar ao longo do tempo. Em situações extremas, pode resultar em fraturas no braço. Ao selecionar o bloco, observe sempre as fibras nas faces laterais — elas devem correr do topo à base sem desvio visível.
Quais dimensões deve ter o braço bruto de violão?
O bloco inicial para violão clássico geralmente tem aproximadamente 1000 mm de comprimento, 80 mm de largura e 25 mm de espessura. Após a moldagem bruta, o braço processado fica em torno de 620 mm × 80 mm × 20 mm. O reforço central tem entre 6 e 8 mm de espessura. Essas são dimensões de referência — cada projeto tem especificações próprias, e o luthier deve sempre deixar margem extra para as etapas seguintes de modelagem e encaixe.
Qual a diferença entre a moldagem bruta e as etapas seguintes do braço?
A moldagem bruta é a preparação do bloco base: esquadrejar, verificar fibras, realizar a colagem do reforço central e garantir que a peça esteja reta, plana e dimensionada para as próximas etapas. As etapas seguintes incluem o corte do headstock em 15°, a marcação e corte do tróculo, o esquadrejamento fino, a abertura do canal do tensor e a modelagem do perfil. Cada etapa depende da qualidade da anterior — um braço bruto mal esquadrejado compromete todas as marcações que vêm depois.
Aprenda lutheria na prática
O Método Baratieri reúne todas as etapas da construção de instrumentos — da seleção de madeiras ao acabamento final.
Conheça o Método Baratieri →Se você está começando na lutheria, recomendamos também a leitura de a história da lutheria no Brasil para entender a evolução dessa arte — e de o que é lutheria para ter uma visão completa do ofício.
Continuidade da série
Veja todas as etapas aqui: Série completa de construção do violão